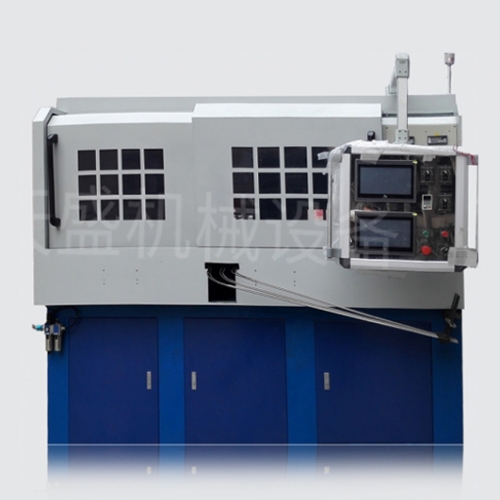
发动机气门车床设备生产工艺
耀彩网 气门是由气门头部和杆部组成。气门头部温度很高,而且还承受气体的压力、气门弹簧的作用力和传动组件惯性力,其润滑、冷却条件差,要求气门必须有一定强度、刚度、耐热和耐磨性能。
进气门一般采用合金钢(铬钢、镍铬钢),排气门采用耐热合金(硅铬钢)。有时为了省耐热合金,排气门头部用耐热合金,而杆部用铬钢,然后将两者焊接起来。为了节省成本排气门头部用耐热合金钢,杆部用普通合金钢。

所以排气门车床设备一工序是头部杆和头部对焊。锻造头部,也叫热墩,把头部加热烧红,挤压成型;切削加工,将头部车削成形,杆根部切出卡槽;
热处理,增加表面硬度;磨削,头部的锥面,杆部的外表面要求精度极高,锻造头部,也叫热墩,把头部加热烧红,挤压成型;切削加工,将头部车削成形,杆根部切出卡槽;热处理,增加表面硬度;磨削,头部的锥面,杆部的外表面要求精度极高。