阐述气门车床都会有哪些工作原理呢
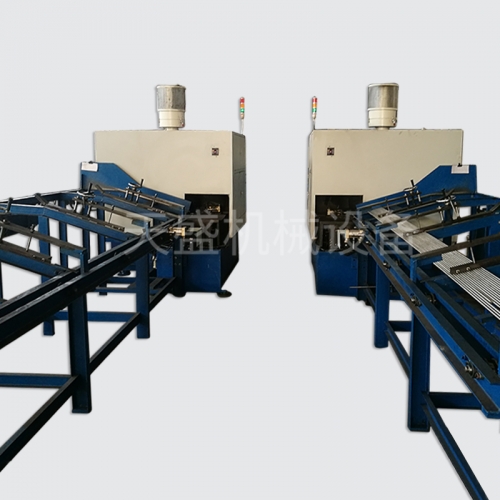
气门车床设备是一种根据客户的需要而定制的自动化设备。其操作便利,快捷,安全,高效。选择气门自动化加工设备,除了要清楚知道自己产品的加工范围,精度外,还要看机械的配置,电气配置,自动上下料等的安装,机械的操作等。
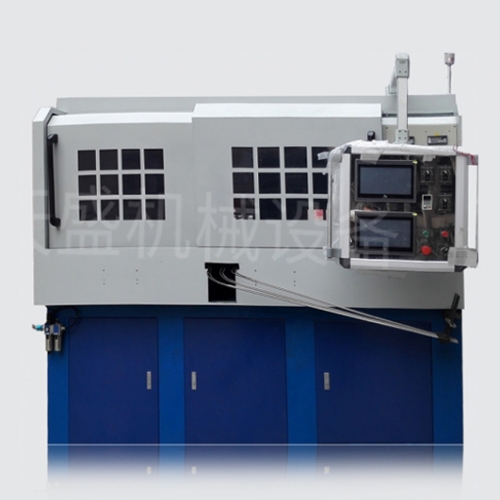
耀彩网 因气门加工设备主要是磨削产品, 所以砂轮磨损较为严重, 砂轮采用CBN 砂轮,高速磨削,可自动修整。操作系统采用日本三菱plc和三菱伺服驱动,可精准定位。 润滑系统可定时,定点,定量润滑, 减少直线导轨和滚珠丝杆的磨损,延长了使用寿命。电气系统为施耐德和台达电气元件,保证质量。
耀彩网 磨工件或刀具时,不能用力过猛,不准撞击砂轮。砂轮机开动后,要空转2~3分钟,待砂轮机运转正常时,才能使用。进行磨削时,应侧位操作,禁止面对着砂轮圆周面进行磨削。砂轮不准沾水,要经常保持干燥,以防湿水后失去平衡,发生事故。 砂轮磨小到接近法兰盘边沿旋转面10毫米时,应予更新,发现砍轮面沟槽,径向跳动过大时,应予打磨。

气门磨床耀彩网此系统是通过先导阀换向切换控制油路。控制油路的油流方向不改变,换向阀总保持在原来的一端,主油路方向不改变,工作台总是可以继续前进。一旦控制油路切换了方向,主阀阀芯就依照事先调定的速度移动到另一工作位置,主油路方向改变,工作台也就换向运动,防止了换向。
成单纯性断续进刀不均匀的原因其一为进给分配阀两端节流螺钉调整不当,致使进给分配阀往复移动速度差异;其二为磨头进给油路局部严重弯扁,造成平面磨床磨头油缸两端进油液阻差;其三为进给分配阀两端的节流螺钉由于采用针状阀结构的微调效果不良,使调整失效。